DIN 6885 Шпонка


Характеристики / Таблица параметров / Купить
| Тип изделия: | Шпонки |
| Направление: | машиностроительный крепеж |
| Тип номенклатуры: | призматические шпонки |
| Тип материала: | A2 / A4 / A5 / SS (нержавеющая сталь) / Steel (сталь) |
| Тип покрытия: | без покрытия |
| Форма: | A / AB / B / C / D |
| Вид упаковки: | шт |
| Цена: | от 4,28 руб. / шт |
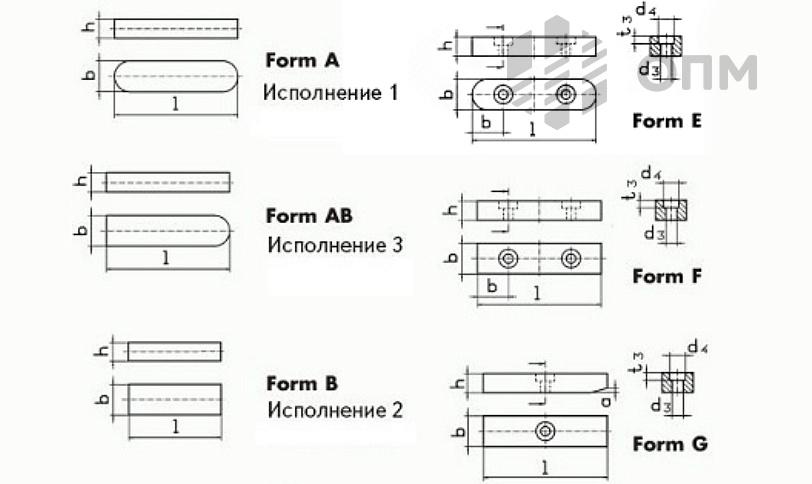
Формы исполнения
- Форма A Исполнение 1
- Форма AB Исполнение 3
- Форма B Исполнение 2
- Форма C
- Форма D
- Форма E
- Форма F
- Форма G
- Форма H
- Форма I.
Аналоги* стандарта
- ГОСТ 23360-78 Шпонка призматическая
- ISO 773 Шпонка призматическая высокая.
Аналоги DIN 6885

- Цена:
от 1,00 руб. / шт - 767 позиций
ГОСТ 23360-78 Шпонка призматическая
- машиностроительный крепеж
- Тип изделия:
призматические шпонки
*Употребление термина "Аналог” не означает 100% ее соответствие.
Во избежание недоразумений при приобретении изделий, уточняйте информацию у наших консультантов. Цены и вся информация на сайте носит справочный характер и не является публичной офертой.
Шпонка призматическая DIN 6885 предназначена для передачи крутящего момента между валом и деталью, предотвращая их взаимное вращение. Конструкция представляет собой металлический брусок с различными геометрическими формами (A, AB, B, C, D, E, F, G, H, I), такими как призматическая, клиновая или цилиндрическая. Шпонка устанавливается в пазы вала и детали. Разнообразие форм позволяет адаптировать изделие под конкретные узлы и нагрузки, обеспечивая устойчивость к сдвиговым усилиям.
Шпонки DIN 6885 применяются в машиностроении, станкостроении и производстве оборудования. Они используются в узлах, таких как зубчатые колеса, шкивы, маховики и муфты, где требуется фиксация вращающихся деталей. Изделие подходит для сборки двигателей, редукторов и насосов, обеспечивая эффективность соединений. Разнообразие форм позволяет использовать шпонки в задачах с различными требованиями к прочности и точности, что делает их универсальным решением для промышленных механизмов.
Изготавливаются шпонки из углеродистой стали или нержавеющих сталей марок A2, A4, A5. Стальные шпонки поставляются без покрытия. Нержавеющая сталь обеспечивает коррозионную стойкость, что делает шпонки подходящими для работы во влажной или химически активной среде. Геометрия шпонки, включая длину, ширину и высоту, подбирается в зависимости от размеров паза и нагрузок. Выбор формы (например, C для высоконагруженных соединений) зависит от специфики узла.
Компания ОПМ предлагает оптовые поставки шпонок DIN 6885 со склада в Санкт-Петербурге. Доставка доступна по всей России. Наши эксперты помогут выбрать подходящую форму и материал шпонки с учетом ваших задач. Оформите заказ через сайт или по телефону, чтобы получить консультации по установке и оптимальным решениям для ваших проектов.
| b | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 |
| h | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 |
| d1 более | 6 | 8 | 10 | 12 | 17 | 22 | 30 | 38 | 44 | 50 | 58 | 65 | 75 | 85 | 95 | 110 | 130 | 150 | 170 | 200 | 230 | 260 | 290 | 330 | 380 | 440 |
| d1 менее | 8 | 10 | 12 | 17 | 22 | 30 | 38 | 44 | 50 | 58 | 65 | 75 | 85 | 95 | 110 | 130 | 150 | 170 | 200 | 230 | 260 | 290 | 330 | 380 | 440 | 500 |
| t1 | 1,2 | 1,8 | 2,5 | 3 | 3,5 | 4 | 5 | 5 | 5,5 | 6 | 7 | 7,5 | 9 | 9 | 10 | 11 | 12 | 13 | 15 | 17 | 20 | 20 | 22 | 25 | 28 | 31 |
| Допуск | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,1 | +0,2 | +0,2 | +0,2 | +0,2 | +0,2 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 | +0,3 |
| t2 | 1 | 1,4 | 1,8 | 2,3 | 2,8 | 3,3 | 3,3 | 3,3 | 3,8 | 4,3 | 4,4 | 4,9 | 5,4 | 5,4 | 6,4 | 7,4 | 8,4 | 9,4 | 10,4 | 11,4 | 12,4 | 12,4 | 14,4 | 15,4 | 17,4 | 19,5 |
| a | - | - | - | - | - | 3 | 3 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 5,5 | 6,5 | 7 | 8 | 9 | 10 | 11 | 13 | 13 | 14 | 16 | 18 | 20 |
| d2 | 2,5 | 3,5 | 4 | 5 | 6 | 8 | 8 | 8 | 9 | 11 | 11 | 12 | 14 | 14 | 16 | 18 | 21 | 23 | 26 | 28 | 32 | 32 | 36 | 40 | 45 | 50 |
| r1 минимум | 0,16 | 0,16 | 0,16 | 0,25 | 0,25 | 0,25 | 0,40 | 0,40 | 0,40 | 0,40 | 0,40 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 1 | 1 | 1 | 1 | 1,6 | 1,6 | 1,6 | 2,5 | 2,5 | 2,5 |
| r1 максимум | 0,25 | 0,25 | 0,25 | 0,40 | 0,40 | 0,40 | 0,60 | 0,60 | 0,60 | 0,60 | 0,60 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 1,2 | 1,2 | 1,2 | 1,2 | 2 | 2 | 2 | 3 | 3 | 3 |
| r2 максимум | 0,16 | 0,16 | 0,16 | 0,25 | 0,25 | 0,25 | 0,40 | 0,40 | 0,40 | 0,40 | 0,40 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 1 | 1 | 1 | 1 | 1,6 | 1,6 | 1,6 | 2,5 | 2,5 | 2,5 |
| r2 минимум | 0,08 | 0,08 | 0,08 | 0,16 | 0,16 | 0,16 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,7 | 0,7 | 0,7 | 0,7 | 1,2 | 1,2 | 1,2 | 2 | 2 | 2 |
| l | ||||||||||||||||||||||||||
| 6 | v | v | ||||||||||||||||||||||||
| 8 | v | v | v | |||||||||||||||||||||||
| 10 | v | v | v | v | ||||||||||||||||||||||
| 12 | v | v | v | v | ||||||||||||||||||||||
| 14 | v | v | v | v | v | |||||||||||||||||||||
| 16 | v | v | v | v | v | |||||||||||||||||||||
| 18 | v | v | v | v | v | v | ||||||||||||||||||||
| 20 | v | v | v | v | v | v | ||||||||||||||||||||
| 22 | v | v | v | v | v | v | ||||||||||||||||||||
| 25 | v | v | v | v | v | v | ||||||||||||||||||||
| 28 | v | v | v | v | v | v | v | |||||||||||||||||||
| 32 | v | v | v | v | v | v | v | |||||||||||||||||||
| 36 | v | v | v | v | v | v | v | v | ||||||||||||||||||
| 40 | v | v | v | v | v | v | v | |||||||||||||||||||
| 45 | v | v | v | v | v | v | v | v | ||||||||||||||||||
| 50 | v | v | v | v | v | v | v | v | ||||||||||||||||||
| 56 | v | v | v | v | v | v | v | v | v | |||||||||||||||||
| 63 | v | v | v | v | v | v | v | v | v | |||||||||||||||||
| 70 | v | v | v | v | v | v | v | v | v | v | ||||||||||||||||
| 80 | v | v | v | v | v | v | v | v | v | v | ||||||||||||||||
| 90 | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||||
| 100 | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||||
| 110 | v | v | v | v | v | v | v | v | v | v | v | v | ||||||||||||||
| 125 | v | v | v | v | v | v | v | v | v | v | v | v | ||||||||||||||
| 140 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 160 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 180 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 200 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 220 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 250 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 280 | v | v | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||
| 320 | v | v | v | v | v | v | v | v | v | v | v | v | ||||||||||||||
| 360 | v | v | v | v | v | v | v | v | v | v | v | |||||||||||||||
| 400 | v | v | v | v | v | v | v | v | v | v | ||||||||||||||||